Виды и особенности холодной и горячей штамповки деталей из листового металла. Оборудование и приспособления, используемые для листовой штамповки.
Что собой представляет листовая штамповка
Говоря о штамповке деталей, изготовленных из листового металла, имеют в виду технологическую операцию, при выполнении которой на заготовку оказывается значительное давление. Под воздействием такого давления заготовка деформируется, приобретает требуемую конфигурацию и размеры.
Использовать такую операцию (правда, в значительно упрощенном виде) начали еще наши далекие предки. Именно при помощи воздействия на металл давлением они изготавливали сельскохозяйственные орудия, оружие, предметы домашнего обихода и различные украшения.

Современный пресс для штамповки кузовных деталей
Активное развитие штамповка как технология производства изделий из листового металла получила в конце XIX века. Именно в тот период (начиная с 1850-х годов) данная технология активно совершенствовалась, а для ее реализации специалисты создали мощное оборудование. Штампованные детали, которые в то время можно было уже производить серийно, отличались достойным качеством и обладали хорошими эксплуатационными характеристиками.
На совершенно новый уровень развития как горячая, так и холодная штамповка вышла уже в начале XX века. Именно благодаря совершенствованию технологии штамповки листового металла стал возможен серийный выпуск автомобилей, для которых с помощью данного метода производились кузовные детали. Начиная с 1930-х годов данную технологию начали активно применять предприятия, работающие в авиа- и судостроительной отрасли, а чуть позже (спустя всего пару десятков лет) при помощи штамповки стали производить детали космических аппаратов.
Высокая популярность, которую штамповка завоевала за относительно долгий период своего развития, объясняется возможностями:
- производства изделий различных геометрических форм и размеров, качество и точность изготовления которых позволяют сразу использовать их по прямому назначению;
- полной механизации и автоматизации производственных процессов, что достигается, в частности, путем оснащения производства роторно-конвейерным оборудованием для штамповки листового металла;
- серийного производства изделий, геометрические параметры которых отличаются особо высокой точностью (такие изделия могут быть легко заменены друг на друга, если в этом возникает необходимость).

Холодная штамповка на гидравлическом прессе
Использование такой технологической операции, как объемная штамповка, позволяет превратить металлический лист в геометрически сложное и небольшое по массе изделие, прочностные характеристики которого находятся на высоком уровне. Применение методов штамповки деталей из листового металла позволяет изготавливать как очень массивные изделия, используемые при производстве машиностроительной продукции, водных и воздушных судов, так и миниатюрные детали для электронных устройств и часовых механизмов.
Горячая и холодная штамповка часто используется в качестве подготовительной операции. Например, по таким технологиям производят детали, которые затем обрабатываются другими методами – сваркой, резкой и др.
Источник: http://met-all.org/obrabotka/prochie/holodnaya-shtampovka-detalej-listovogo-metalla.html
Холодная листовая штамповка — гарантия получения высокоточных деталей
Листовая штамповка из листа при комнатной температуре называется холодной штамповкой. Ее применяют при малых толщинах листа и в случае пластичных сплавов. Если же штампуют из толстого листа (от 5 мм) или из сплавов с малой текучестью, то для повышения пластичности лист заготовки нагревают.
Листовая штамповка гарантирует получение большого количества абсолютно идентичных по форме и размерам деталей с высокой точностью.
Холодная объемная штамповка позволяет получать высокоточные тонкостенные детали практически любой формы при себестоимости существенно ниже, чем в случае использования литья или механической обработке. Намного выше получается и коэффициент использования металла. Кроме того, холодная объемная штамповка гарантирует не только прочность, но и однородность свойств материала детали, что особенно важно в ответственных конструкциях.
Как объемная, так и листовая штамповка экономически эффективна в рамках больших серий. Это объясняется большими затратами на подготовку производства.
Источник: http://stankiexpert.ru/spravochnik/obrabotka-davleniem/listovaya-shtampovka.html
История открытия технологии
Листовая штамповка, как отдельная технология в металлообработке, появилась еще в средневековье. Кузнецы изготавливали разные виды оружия, доспехов, некоторые вещи для быта и украшения. До 1850-х годов этот метод обработки развивался медленно. При работе использовались простые ручные инструменты и приспособления.
С середины XIX века большинство операций в металлообработке подверглись механизации. Были созданы первые станки для обработки металлов. Технология вошла в список производственных, начала применяться крупнейшими заводами.
В начале XX века листовая штамповка начала применяться в производстве корпусных деталей автомобилей. В 1930-х годах технологию стали применять при изготовлении деталей для сборки речных и морских судов, корпусов для промышленного оборудования, летательных аппаратов. К середине 1950-х годов листовая штамповка начала активно применяться при производстве комплектующих для ракет.
Источник: http://metalloy.ru/obrabotka/shtampovka/listovogo-metalla
1. Дефекты исходного материала
Наиболее распространенными дефектами, приводящими к браку поковок и штамповок, являются: дефекты исходного материала; дефекты, возникающие при резке исходного материала на заготовки; дефекты от нагрева и пластической деформации.
К основным дефектам исходного материала относят: закаты, плены, поверхностные риски, расслоения, флокены, альфированный слой, неметаллические включения (рис. 1).
Риски, волосовины, закаты и плены возникают при прокатке металла вследствие задиров и заусенцев на прокатных валках, из-за раскатки в длину подкорковых газовых пузырей стального слитка, от неправильной калибровки или износа ручьев валков прокатных станов, раскатки слитков с застывшими на их поверхности брызгами жидкого металла, прокатки имеющихся в слитке раковин или рыхлот.
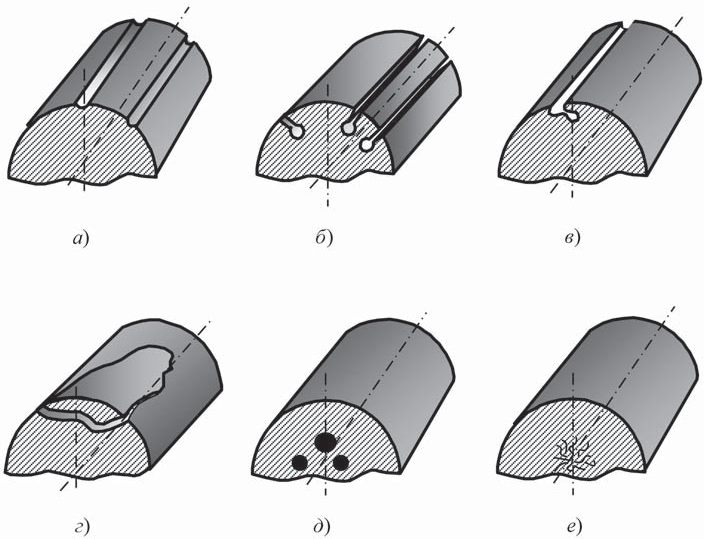
Рис. 1. Основные виды дефектов исходного пруткового материала: а – риски, надиры; б – волосовины; в – закаты; г – плены; д – инородные (неметаллические) включения; е – флокены
Флокены представляют собой скопление в металле мельчайших трещин извилистой формы. Причиной образования флокенов является насыщенность слитков из высоколегированных сталей водородом, который при ускоренном охлаждении после ковки или прокатки слитков развивает в микрообъемах металла давление до 1800 МПа, что превышает предел прочности стали и вызывает многочисленные мельчайшие трещины.
Поковки и штамповки, полученные из металла с флокенами, склонны к растрескиванию при закалке. Заготовки, изготовленные из проката с расслоениями, часто имеют трещины на участке перехода поковки в облой, в который перетекают объемы металла с раковинами и рыхлотами, что выявляется при его обрезке. Поковки и штамповки с флокенами и расслоениями – неисправимый брак.
Наличие альфированного (газонасыщенного) слоя на поверхности заготовки приводит к образованию сетки мелких трещин на поверхностях штамповок или поковок, изготавливаемых из титановых сплавов.
Неметаллические включения выявляются при испытании готовых изделий на герметичность (на обнаружение течи по основному металлу), а также при исследовании макроструктуры поковок и штамповок.
Основными дефектами при разделении прутков на мерные заготовки (рис. 2) являются: косой срез, торцевые трещины, грубый срез или скол с вырывом металла, заусенец с искривлением конца заготовки, утяжка, неплоскостность (волнистость или ступенчатость) торца, несоответствие размеров или массы заготовки (короткая или длинная заготовка).
Правильный выбор зазоров между ножами, своевременная их заточка и замена, обеспечение надежного упора и прижима заготовки при резке, подогрев металла до требуемых температур позволяют избежать указанных дефектов при резке прутка на мерные заготовки.
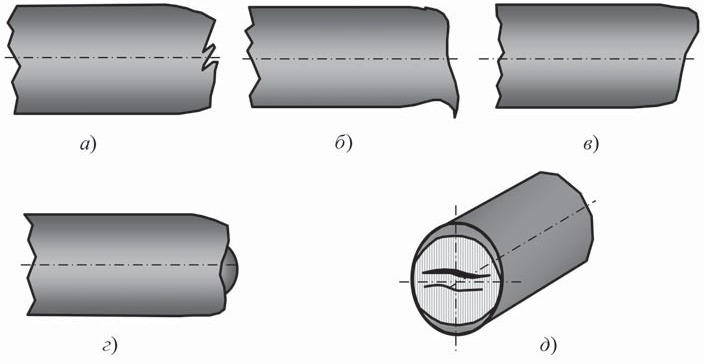
Рис. 2. Дефекты при резке пруткового металла: а –»козырьки»; б – заусенец с утяжкой; в – увеличенный скос торца; г – вырывы, грубый срез; д – торцевые трещины, параллельные рабочим кромкам ножей
Источник: http://extxe.com/10964/defekty-pri-kovke-i-shtampovke/
Разработка техпроцесса листовой штамповки и эскизное проектирование штампа
Обработка металлов давлением – это вид механической обработки суть которой состоит в разделении материала без снятия стружки или пластической деформации. Одним из способов обработки материалов под давлением выступает холодная штамповка. Когда с помощью различного типа штампов осуществляется холодная пластическая деформация для достижения определенного результата обработки металла. Данный способ является наиболее прогрессивным из всех методов изготовления деталей.
Источник: http://ingenergrupp.ru/project/holodshtamp/
Возможности технической составляющей:
- Изготовление сложно форменных деталей, при невозможности или нецелесообразности обработки другими методами
- Создание прочных и жестких конструкций деталей в минимальном весе с минимальными ресурсными затратами .
- Получение взаимозаменяемых деталей с высокой точностью размеров
Источник: http://ingenergrupp.ru/project/holodshtamp/
Преимущества и недостатки
Плюсы:
- повышение производительности;
- изготовление высокопрочных деталей сложной формы;
- высокая эффективность в серийном производстве.
Минусы:
- Чтобы расширить возможности оборудования, необходимо докупать пресс-формы.
- При составлении графика работы могут возникать определенные сложности.
- Настройку промышленного оборудования может выполнить только опытный оператор.
 Работа с металлом (Фото: pixabay.com)
Работа с металлом (Фото: pixabay.com)
Источник: http://metalloy.ru/obrabotka/shtampovka/listovogo-metalla
Листовая штамповка
- Листовая штамповка– один из видов холодной обработки
давлением, при котором листовой материал
деформируется в холодном или подогретом
состоянии. - Листовой штамповкой
изготавливаются разнообразные плоские
и пространственные детали – от мелких,
массой от долей грамма и размерами в
доли миллиметра (секундная стрелка
часов), до средних (металлическая посуда,
крышки, кронштейны) и крупных (облицовочные
детали автомобилей). - Толщина заготовки
при листовой штамповке обычно не более
10 мм, но иногда может превышать 20 мм, в
этом случае штамповка осуществляется
с предварительным подогревом до ковочных
температур. - При листовой
штамповке используют: низкоуглеродистые
стали, пластичные легированные стали,
цветные металлы и сплавы на их основе,
драгоценные металлы, а также неметаллические
материалы: органическое стекло, фетр,
целлулоид, текстолит, войлок и др. - Листовую штамповку
широко применяют в различных отраслях
промышленности, особенно, автомобилестроении,
ракетостроении, самолетостроении,
приборостроении, электротехнической
промышленности. - Основные преимущества
листовой штамповки:
- возможность изготовления прочных легких и жестких тонкостенных деталей простой и сложной формы, получить которые другими способами невозможно или затруднительно;
- высокие точность размеров и качество поверхности, позволяющие до минимума сократить механическую обработку;
- сравнительная простота механизации и автоматизации процессов штамповки, обеспечивающая высокую производительность (30 000…40 000 деталей в смену с одной машины);
- хорошая приспособляемость к масштабам производства, при которой листовая штамповка может быть экономически выгодна и в массовом, и в мелкосерийном производствах.
Холодная листовая
штамповка заключается в выполнении в
определенной последовательности
разделительных и формоизменяющих
операций, посредством которых исходным
заготовкам придают форму и размеры
детали.
Операцией листовой
штамповкиназывается процесс
пластической деформации, обеспечивающий
характерное изменение формы определенного
участка заготовки.
Различают
разделительныеоперации, в которых
этап пластического деформирования
обязательно завершается разрушением,
иформообразующиеоперации, в которых
заготовка не должна разрушаться в
процессе деформирования.
При проектировании
технологического процесса изготовления
деталей листовой штамповкой основной
задачей является выбор наиболее
рациональных операций и последовательности
их применения, позволяющих получить
детали с заданными эксплуатационными
свойствами при минимальной себестоимости
и хороших условиях труда.
Все операции
выполняются при помощи специальных
инструментов – штампов, которые имеют
различные конструкции в зависимости
от назначения. Штампы состоят из рабочих
элементов – матрицы и пуансона, и
вспомогательных частей – прижимов,
направляющих, ограничителей и т.д.
Пуансон вдавливается в деформируемый
металл или охватывается им, а матрица
охватывает изменяющую форму заготовку
и пуансон.
Операции листовой штамповки
Разделительные
операциипредназначены или для
получения заготовки из листа или ленты,
или для отделения одной части заготовки
от другой. Операции могут выполняться
по замкнутому или по незамкнутому
контуру.
Отделение одной
части заготовки от другой осуществляется
относительным смещением этих частей в
направлении, перпендикулярном к плоскости
заготовки. Это смещение вначале
характеризуется пластическим
деформированием, а завершается
разрушением.
Отрезка –
отделение части заготовки по незамкнутому
контуру на специальных машинах –
ножницах или в штампах.
Обычно ее применяют
как заготовительную операции для
разделения листов на полосы и заготовки
нужных размеров.
Основные типы
ножниц представлены на рис. 15.5.
Рис. 15.5. Схемы действия ножниц: а –
гильотинных; б – дисковых
Ножницы с
поступательным движением режущих кромок
ножа могут быть с параллельными ножами,
для резки узких полос, с одним наклонным
ножом – гильотинные (рис.15.5.а).
Режущие
кромки в гильотинных ножницах наклонены
друг к другу под углом 1…50 для
уменьшения усилия резания. Лист подают
до упора, определяющего ширину отрезаемой
полосыВ.
Длина отрезаемой полосы
L не должна превышать длины ножей.
Ножницы с вращательным
движением режущих кромок – дисковые
(рис.15.5.б). Длина отрезаемой заготовки
не ограничена инструментом. Вращение
дисковых ножей обеспечивает не только
разделение, но и подачу заготовки под
действием сил трения.
Режущие кромки
ножей заходят одна за другую, это
обеспечивает прямолинейность линии
отрезки.
Для обеспечения захвата и
подачи заготовки диаметр ножей должен
быть в 30…70 раз больше толщины заготовки,
увеличиваясь с уменьшением коэффициента
трения.
Вырубкаипробивка– отделение металла по
замкнутому контуру в штампе.
При вырубке и
пробивке характер деформирования
заготовки одинаков. Эти операции
отличаются только назначением. Вырубкой
оформляют наружный контур детали, а
пробивкой – внутренний контур
(изготовление отверстий).
Вырубку и пробивку
осуществляют металлическими пуансоном
и матрицей. Пуансон вдавливает часть
заготовки в отверстие матрицы. Схема
процессов вырубки и пробивки представлена
на рис. 15.6.
Основным
технологическим параметром операций
является радиальный зазор между пуансоном
и матрицей .
Зазор
png» width=»12″>назначают
в зависимости от толщиныи
механических свойств заготовки, он
приближенно составляет.
При вырубке размеры отверстия матрицы
равны размерам изделия, а размеры
пуансона наменьше
их.
При пробивке размер пуансона равен
размерам отверстия, а размеры матрицы
набольше
их.
Рис. 15.6. Схема процессов вырубки (а) и
пробивки (б)
1 – пуансон, 2 – матрица, 3 – изделие, 4 –
отход
Уменьшение усилия
резания достигается выполнением скоса
на матрице при вырубке, на пуансоне –
при пробивке.
При штамповке
мало- и среднегабаритных деталей из
одной листовой заготовки вырубают
несколько плоских заготовок для
штамповки. Между смежными контурами
вырубаемых заготовок оставляют перемычки
шириной, примерно равной толщине
заготовки. В отдельных случаях смежные
заготовки вырубают без перемычек
(экономия металла при ухудшении качества
среза и снижении стойкости инструмента).
Расположение
контуров смежных вырубаемых заготовок
на листовом материале называется
раскроем. Часть заготовки, оставшаяся
после вырубки – высечкой.
Высечка составляет
основной отход при листовой штамповке.
Тип раскроя следует выбирать из условия
уменьшения отхода металла в высечку
(рис. 15.7).
Рис.15.7. Примеры раскроя материала с
перемычками (а) и без перемычек (б)
Экономия металла
может быть получена: уменьшением расхода
металла на перемычки, применением
безотходного и малоотходного раскроя,
повышением точности расчета размеров
заготовки и уменьшением припусков на
обрезку
Источник: https://studfile.net/preview/5570695/page:3/
Источник: http://stankidarom.ru/metalloprokat/shtampovka-detalej-iz-listovogo-metalla-vidy-i-oborudovanie.html
Оборудование, инструменты и приспособления
Для штамповки деталей, изготовленных из листового металла, необходимы пресс и сам рабочий орган такого оборудования – штамп. В свою очередь рабочими органами штампа, элементы конструкции которого изготавливаются из инструментальных сталей, являются матрица и пуансон. Деформирование обрабатываемого листа как раз и осуществляется матрицей и пуансоном, а происходит это в тот момент, когда они сближаются друг с другом.
В процессе обработки двигается только верхняя часть штампа, которая фиксируется на ползуне пресса. Нижняя часть рабочего инструмента, являющаяся неподвижной, устанавливается на рабочем столе оборудования. В отдельных случаях, когда штамповке подвергают не листовую сталь, а более мягкий материал, рабочие элементы штампа могут изготавливаться из древесины или полимерных сплавов.

Штамповая оснастка для вырубки
Когда методом штамповки необходимо изготовить крупногабаритную единичную деталь, нередко используют не пресс, а несложное приспособление, состоящее из бетонной или чугунной матрицы и контейнера, наполненного жидкостью, в качестве которой выступает вода. Обрабатываемый металлический лист укладывают на матрицу, а жидкий пуансон располагают над ним.
Чтобы создать в жидкости давление, которое деформирует лист металла по форме матрицы, в ней подрывают пороховой заряд или создают электрический разряд требуемой мощности. Для выполнения такой технологической операции, как резка, используют не пресс, как уже говорилось выше, а ножницы, отдавая предпочтение моделям вибрационного типа.

Классификация прессовых машин по кинематической схеме
Собираясь выполнить штамповку изделия из листового металла, следует уделить особое внимание выбору пресса. Чаще всего в качестве такого оборудования выбирают устройства кривошипного типа, которые могут быть оснащены одним, двумя или четырьмя кривошипными механизмами. Принцип работы этого устройства достаточно прост и заключается в следующем.
- Приводной электродвигатель передает движение на кривошипный вал через кинематическую цепочку, состоящую из клиноременной передачи и фрикционной муфты.
- Чтобы сообщить движение ползуну кривошипного механизма, используется шатун, длина которого может регулироваться.
- Чтобы запустить рабочий ход пресса, используют ножную педаль.
Штамповочное оборудование, которое применяется для изготовления изделий сложной конфигурации, может быть оснащено не одним, а несколькими ползунами.
Источник: http://met-all.org/obrabotka/prochie/holodnaya-shtampovka-detalej-listovogo-metalla.html
Листовая штамповка
Наиболее простые процедуры, они не предполагают изгибов. Используется обычно холодный метод. Особенность – высокая точность, вплоть до долей миллиметра. Такие изделия применяются фактически во всех отраслях машиностроения, поэтому и заводов, и станков подобного типа очень много.

Источник: http://rocta.ru/info/shtampovka-metalla-vidy-tekhnologiya-process-i-standarty/
Технология процесса
Процесс холодной листовой штамповки начинается с совместной работы технолога и конструктора оснастки. Они рассматривают все изменения, которые должны произойти с плоской заготовкой на ее пути к готовому изделию, планируют и группируют разделительные и формообразующие операции. После такой группировки определяются операции, выполняемые при каждом проходе пресса (если деталь не удается отштамповать за один проход). Под этот конкретный перечень операций проектируется пара матрица — пуансон.
Матрицы и пуансоны, как правило, изготовляют методом фрезерования на многокоординатных обрабатывающих центрах. От точности изготовления напрямую зависит точность соблюдения размеров штамповки и конечное качество изделия. В качестве материалов используют высоколегированную сталь — пресс- форма должна выдержать сотни, а то и миллионы циклов штамповки и при этом не измениться в размерах. Часто пресс-формы делают состоящими из нескольких частей, которые потом надежно соединяют.
Иногда в пресс-форму устанавливают вставку из более прочного материала, например, в той части, где будет осуществляться вырубка или вытяжка и которая будет подвержена существенно большим напряжениям, чем остальная часть пресс-формы.
Исключительно важный этап технологии — это наладка прессов для листовой штамповки. Каждый рабочий проход пресса нуждается в строгом соблюдении предписанного технологией усилия, чтобы, с одной стороны, точно отформовать заготовку, а , с другой стороны ,не повредить ее.
Источник: http://stankiexpert.ru/spravochnik/obrabotka-davleniem/listovaya-shtampovka.html
Объёмная
Отличие – получаются сферические и изогнутые элементы. От маленьких строительных уголков (без этих крепежей трудно представить стройку и ремонт) до больших автомобильных дверей. Здесь может быть использован как холодный, так и горячий способ.
Источник: http://rocta.ru/info/shtampovka-metalla-vidy-tekhnologiya-process-i-standarty/
Штампы открытые и закрытые
Здесь все просто. Первые – это те, которые позволяют людям увидеть процесс, а также предлагают металлическому слою выходить наружу, создавая трудно счищаемый слой. Вторые – замкнутые. Они более точные, но для них нужно точно выполнять расчеты, чтобы количество заготовки соответствовало требуемым показателям.

Источник: http://rocta.ru/info/shtampovka-metalla-vidy-tekhnologiya-process-i-standarty/
Альтернативные методы
Вместо указанной процедуры используют:
- ковку на огне;
- магнитно-импульсное воздействие на физические свойства материала;
- электрогидравлический подход;
- изотермический подвид горячего штампования;
- прокатывание валом.
В качестве завершения статьи расскажем о достоинствах способа.

Источник: http://rocta.ru/info/shtampovka-metalla-vidy-tekhnologiya-process-i-standarty/
Преимущества
- Можно сделать фактически любую форму.
- Снижается расход металлического листа.
- Нет потери механических характеристик изделия.
- Может применяться как на крупном производстве, так и на мелкосерийном.
- Высокая скорость работы.
- Универсальность станков.
Мы рассказали про выштамповку металла. Если вы занимаетесь металлообработкой, то можете заказать высококачественное оборудование от компании «Роста».
Чтобы уточнить интересующую вас информацию, свяжитесь с нашими менеджерами по телефонам 8 (908) 135-59-82; (473) 239-65-79; 8 (800) 707-53-38. Они ответят на все ваши вопросы.
Источник: http://rocta.ru/info/shtampovka-metalla-vidy-tekhnologiya-process-i-standarty/