Да, на любом токарном станке с полым шпинделем можно навить пружину диаметром до 12 мм из проволоки толщиной от 0,1 до 2 мм. Более того — любой длины. Все
Холодный способ изготовления
Технология навивки пружин на токарных станках в России считается более предпочтительной. Обусловлено тем, что горячий способ требует серьезных затрат связанных с приобретением дорогостоящего дополнительного оборудования. Холодный метод имеет ограничения по диаметру проволоки, он не превышает 16 мм. Оснастка для этого техпроцесса состоит из оправок, приспособленных для направления металлической нити на вращающейся катушке.

Вид зависит от формы пружины (цилиндрической, бочкообразной или конической). Приспособление для натяжения и направления проволоки представлено в виде двух вращающихся роликов. Причём верхний имеет винт, который позволяет регулировать натяг и направление. При холодной завивке пружин берется металл с необходимыми качествами, из него делают нужную деталь. В конце проводят термообработку с целью избавления от внутренних напряжений.
Сама технология выглядит так. Стальную проволоку подают через планку, установленную на суппорте оборудования, а конец фиксируется зажимом на оправке. Роликовое приспособление выполняет натяг металлической нити, который важен при изготовлении изделия. После включения станка, начинается намотка пружины, при этом скорость в зависимости от диаметра, используемого материла, находится в пределах 10 – 40 м/мин. Количество витков подсчитывается визуально или счетчиком. По окончании поделка подлежит мехобработке.
Это может быть технология торцовки для пружин сжатия абразивными кругами на специальных автоматах или на промышленных точилах. На изделиях другого профиля технологические концы подлежат обрубке или обрезке, используя специальное приспособление и соответствующий инструмент. Готовый продукт подвергается термообработке в электрических печах.
Технология термической обработки деталей зависит от материала. Для одних марок сталей отпуск и закалка, для других, в том числе и для бронзы – низкотемпературный отпуск, после которого поделки приобретают пружинящие свойства.
Готовую продукцию проверяют и испытывают на соответствие технологическим параметрам (растяжение, сжатие, изгиб, кручение). При необходимости или с согласия заказчика выполняется дополнительная обработка (гальваническое, лакокрасочное или другое покрытие).
Источник: http://stankiexpert.ru/stanki/tokarnye/navivka-pruzhiny-na-tokarnom-stanke.html
Принятые обозначения при проведении расчётов
Исходные данные {размеры пружины):п — число рабочих витков;
п. — полное число витков;
t — шаг рабочей части;
Do — внутренний диаметр;
Dcp — средний диаметр.
Параметры копира:
I — длина рабочей части;
DKon — внутренний диаметр канавки;
DHJ1 — диаметр нейтральной линии витков, навиваемых на оправку;
к – ОипЮкоп — поправочный коэффициент;
Т — шаг винтовой линии рабочей части;
Т — шаг винтовой линии заходной и выходной частей.
Оправка:
d —диаметр.
Промежуточные расчётные величины;
L — длина одного витка пружины без учёта шага;
D — средний диаметр витков пружины, навитых на оправку;
X — табличный коэффициент для определения нейтральной линии при изгибе;
B — коэффициент, учитывающий пружинные свойства проволоки;
попр —число рабочих витков пружины, навиваемых на оправку с учётом упругости проволоки;
L1 —длина проволоки, проходящей по рабочей части копира;
L2 — длина проволоки рабочих витков пружины, навитых на оправку;
L3 — длина проволоки, навитой на оправку с учётом поджатых витков;
Lч — длина проволоки пружины согласно чертежу.

Решающее значение при расчёте имеет величина, учитывающая упругость проволоки при изгибе. Она используется при определении диаметра оправки и количества витков поп . Для определения значения этой величины рекомендуется следующая последовательность. В первом приближении изготавливается оправка диаметром D , На токарно-винторезном станке на оправку навивается 5 — 10 витков проволоки с шагом подачи, приблизительно равным шагу пружины. При этом в резцедержатель устанавливается специальный ролик с канавкой. После навивки определяется угол раскручивания всех витков пружины а вычисляется угол, приходящийся на один виток а.1 и в заключение — коэффициент В = а1 /360°/, учитывающий упругость проволоки из заданного материала.
Ниже приведена методика на примере расчёта размеров копира и оправки для навивки пружины из стали 60С2А-В-1-ХН ГОСТ 14963-78 с параметрами: п = 9; nt = 11; t = 14 мм; Do = 42 ± 0,9 мм; d= 8 мм; Dср=50 мм.

При заданных размерах пружины по вышеописанной методике экспериментально установлено увеличение дуги окружности одного витка на 30° после снятия с оправки диаметром 42 мм, что соответствует увеличению длины витка в 1,083 раза (В = 30° 360° = 0,083). Исходя из этого,
Dcp.onp. = (L – ВL/ тт = L (1 – В)/тт = 157×0,917/3,14 = 46 мм,
где L = тт Dcp = 3,14×50 = 157 мм;
d опр. = Dcp.onp.— d = 46 — 8 =38 мм
nопр = 1,083п + 0,25 = 1,083 + 0,25=~10
где 0,25 — добавочная часть витка с учётом допуска числа рабочих витков.
Диаметр нейтральной линии витка на оправке (рис. 2) вычисляется по формуле:
D нл. = d опр + 2d X.
X — определяется по таблице [1] в зависимости от соотношения donp/2d (в нашем случае 38/ (2×8) = 2,375)
Методом интерполяции и вычисляем X = 0,458 и округляем до 0,46.
Тогда Dнл.45,36 мм.
DKOn в первом приближении принимается равным Do = 42 мм.
Тогда коэффициент к = Dил /Dкоn -45,36/42 = 1,08.
Длина рабочей части копира: = t-n = 14×9 = 126 мм.
Расчётный шаг рабочей части копира:Т = |/(попр к) = 126/(10×1,08) = 11,67 мм.
Полученный расчётный шаг рабочей части копира округляется до ближайшего шага подачи токарно-винторезного станка (Т = 12 мм), чтобы обеспечить возможность нарезки винтовой канавки. Для сохранения заданного шага пружины внутренний диаметр канавки копира пересчитывается из условия выбранного шага копира:
k = l/(Tnonp) = 126/(12×10) = 1,05.
Тогда DКОП. = Dн л/н = 45,36/1,05 =43,2 мм.
Число витков заходной и выходной частей копира выбрано равным 1,5. Шаг канавки этих частей определяется по экспериментально установленной формуле:
Tn = 0,875d = 0,875×8 = 7 мм, и принимается равным ближайшему шагу подачи на станке (7 мм).
Заходная и выходная части привариваются к оси копира или крепятся двумя штифтами диаметром 8 мм и двумя винтами М8. Сопряжение канавок заходной и выходной частей копира с канавкой рабочей части обрабатывается вручную соответствующим напильником, обеспечивая плавность перехода. Материал копира — сталь 45, термообработка — закалка до твёрдости HRC38…42.
Для проверки расчётов определяется длина проволоки:
L1= DKon тт 1/Т = 43,2×3,14×126/12 = 1425 мм и сравнивается с длиной проволоки:
L2 = D нл. тт п опр. = 45,36×3,14×10 =1425 мм.
Также сравнивается длина проволоки:
L3 = D нл. тт (п опр. + 2×1,083) =45,36×3,14(10+2×1,083) = 1733 мм
с длиной проволоки:
Lч = (Do +2d X) тт n = (42 + 2x8x0,46) хЗ,14х11 = 1705 мм.
При правильном расчёте погрешность Лямда не должна превышать 2,5%. В нашем случае:
Лямда= (L3 — Lч ) 100%/L4 = (1733 — 1705)100/1705 = 1,6%.
Источник: http://umeltsi.ru/prisposoblenia/595-izgotovlenie-pruzhin.html
Для публикации сообщений создайте учётную запись или авторизуйтесь
Вы должны быть пользователем, чтобы оставить комментарий
Источник: http://chipmaker.ru/topic/118604/
точение стали. Инструменты и решения
Реклама · Решите свои задачи в области точения стали. Закажите консультацию! · Снижение затрат. Выше производительность. Выше надёжность обработки. Ваши преимущества. Улучшение кач-ва деталей
Источник: http://yandex.ru/search/direct?filters_docs=direct_cm%2C6bf1b11fb0933782&lr=213&mw=1&source=direct_wizard&text=%D0%BD%D0%B0%D0%B2%D0%B8%D0%B2%D0%BA%D0%B0+%D0%BF%D1%80%D1%83%D0%B6%D0%B8%D0%BD+%D0%BD%D0%B0+%D1%82%D0%BE%D0%BA%D0%B0%D1%80%D0%BD%D0%BE%D0%BC+%D1%81%D1%82%D0%B0%D0%BD%D0%BA%D0%B5
Расчет №1.
Начинаем расчет в Excel и на листе «Расчет №1» составляем простую программу, которая позволит быстро вычислять диаметр оправки и шаг винтовой канавки в зависимости от предела прочности материала круглой проволоки.
Исходные данные:
1. Диаметр проволоки d в мм записываем
в ячейку D3: =2,5
2. Внутренний диаметр пружины D2 в мм вписываем
в ячейку D4: =22,5
3. Шаг навивки пружины t в мм вводим
в ячейку D5: =7,5
4. Предел прочности материала проволоки [σв] в кг/мм2 заносим
в ячейку D6: =160

Результаты расчетов:
5. Шаг винтовой канавки оправки tо в мм определяем
в ячейке D8: =D5*1,065 =7,988
tо=t*1,065
Шаг навивки пружины принимается увеличенным на 6,5% относительно заданного шага пружины из-за осадки, которая возникает после испытаний.
6. Коэффициент, корректирующий диаметр оправки относительно внутреннего диаметра пружины k вычисляем
в ячейке D9: =1,652-0,1455*LN (D6) =0,914
k=1,652-0,1455*ln[σв]
7. Диаметр оправки Dов мм рассчитываем
в ячейке D10: =D9*D4 =20,555
Dо=k*D2
Источник: http://al-vo.ru/mekhanika/navivka-pruzhiny.html
Пружины подвески
Где то тут прочитал что пружины со стороны водителя просаживаются немного сильнее если один все время ездишь, присмотрелся к своей и теперь кажется что так и есть %)
Я так понимаю, что нет разницы между правой и левой пружиной.
Мысль: когда буду менять стойки по кругу, поменять местами правую и левую передние пружины, чтобы менее уставшая, которая стоит щас слева, оказалось на более нагруженной правой стороне.Как думаете имеет смысл?
Не знаю может просто на уровне самвнушения все , и крена почти нет , но заморочился из-за этого.
были: 2109 1996, Capella ZI 2001, Mazda6 2005, TouaregR5 2006, Passat B6 2008
есть: TouaregGP 2008
Источник: http://forums.drom.ru/mazda-capella-626/t1151157654.html
Приспособление для навивки пружин к токарному станку
Изобретение касается изготовления пружин и позволяет расширить технические возможности устройства. Приспособление для навивки пружин к токарному станку включает приводную коническую оправку 20 с прижимным роликом и размещенные…
Источник: http://yandex.ru/search/direct?filters_docs=direct_cm%2C6bf1b11fb0933782&lr=213&mw=1&source=direct_wizard&text=%D0%BD%D0%B0%D0%B2%D0%B8%D0%B2%D0%BA%D0%B0+%D0%BF%D1%80%D1%83%D0%B6%D0%B8%D0%BD+%D0%BD%D0%B0+%D1%82%D0%BE%D0%BA%D0%B0%D1%80%D0%BD%D0%BE%D0%BC+%D1%81%D1%82%D0%B0%D0%BD%D0%BA%D0%B5
Как навить пружину на токарном станке — Станки, сварка, металлообработка

Предлагаем вашему вниманию новый пружинонавивочный станок, сконструированный на базе токарного станка с ЧПУ 16К30Ф3. Пружинонавивочный станок комплектуется специально сконструированной оснасткой, позволяющей изготавливать пружины из прутка различного диаметра.
Система ЧПУ и приводы
Пружинонавивочный станок оснащён системой ЧПУ и приводами BOSCH Rexroth производства Германии. Это современная, надёжная, полностью согласованная система со стандартным программированием DIN 66025. Система зарекомендовала себя как простая в установке (отсутствуют паяные контакты, только промышленные разъёмы) и безотказная.
Специально разработанное программное обеспечение
Специально для пружинонавивочного станка разработана система диалогового ввода параметров пружины: диаметр прутка, диаметр пружины, шаг и прочее. Эта программа делает работу оператора простой и понятной. В любой момент можно переключиться между разными типами пружин с минимальными затратами времени. Система уже используется на изготовленных нами пружинонавивочных станках и на настоящий момент не имеет нареканий в работе.
| Технические характеристики станка 16К30Ф3 | Параметры |
| Наибольший диаметр устанавливаемого изделия над станиной, мм | 630 |
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 500 |
| Наибольший диаметр обрабатываемого изделия над суппортом, мм | 320 |
| Наибольшая длина устанавливаемого изделия, мм | 1400 |
| Наибольший поперечный ход суппорта, мм | 300 |
| Наибольший продольный ход суппорта, мм | 1200 |
| Пределы частот вращения шпинделя, мин-1 | 6,3 — 1600 |
| Пределы продольных подач, мм/об | 0,01 — 20,47 |
| Пределы поперечных подач, мм/об | 0,01 — 20,47 |
| Скорость быстрых продольных перемещений, м/мин | 10 |
| Скорость быстрых поперечных перемещений, м/мин | 10 |
| Мощность электродвигателя главного движения, кВт | 30 |
| Класс точности по ГОСТ 8-82 | Н |
| Габаритные размеры станка (Д х Ш х В), мм | 4975×2400×1540 |
| Масса станка, кг | 7850 |
Описание станка
Пружинонавивочный станок на базе станка 16К30Ф3 предназначен для изготовления пружин с различными параметрами при помощи заранее составленной управляющей программы. Область применения станка: мелкосерийное и серийное производство. Высокая жесткость пружинонавивочного станка позволяет изготавливать пружины из прутка значительной толщины (зависит от диаметра готовой пружины).
Преимущества
- Жесткость конструкции, виброустойчивость и температурная стабильность конструкции позволяют получать высокую точность изготовления пружин;
- Цельнолитая станина выполнена из термостабилизированного чугуна коробчатой формы шириной постели 580 мм с двумя закаленными призматическими направляющими;
- Кинематика главного привода обеспечивает крутящий момента на шпинделе до 4500 Нм;
- Направляющие каретки и поперечного суппорта армированы антифрикционными планками;
- В приводах подач установлены асинхронные сервоприводы.
Особенности конструкции
Пружинонавивочный станок обладает высокопрочной чугунной станиной с термообработанными шлифованными направляющими. Это обеспечивает длительный срок службы и высокую точность. Надежная защита шарико-винтовых пар обеспечивает долговечность работы механизмов перемещения по координатам X и Z.
Гарантия
На пружинонавивочный станок предоставляется гарантия 12 месяцев.
Пуско-наладка
По желанию Заказчика могут быть произведены пуско-наладочные работы. В пуско-наладку входит:
- Проверка правильности установки станка на фундаменте
- Закрепление станка на фундаменте и регулировка затяжки анкерных болтов
- Проверка горизонтальности направляющих по уровню
- Проверка правильности подключения электропитания
- Запуск станка и проверка всех движений на холостом ходу
- Проверка работы системы смазки
- Проверка системы подачи СОЖ
- Пробное изготовление пружины (необходимо наличие заготовки)
Как купить станок?
Узнать цену, дополнительную информацию про пружинонавивочный станок (Навивка пружин на токарном станке), характеристики, или согласовать заказ Вы можете, позвонив нам по телефону в Москве: +7 (499) 944-48-80, или по телефону в городе Ярославле: +7 (4852) 45-55-00. Прямой телефон специалиста +7-910-664-16-81. Также Вы можете отправить нам Вашу заявку по электронной почте на адрес: info@novator-grp.ru Мы с удовольствием поможем Вам с подбором необходимого оборудования!
Источник: http://www.novator-grp.ru/rus/repair/Spring/
Кинетическая энергия пружины
Пружину можно назвать довольно распространенным изделием, которое применяется в самых различных случаях.
Для правильного выбора пружины уделяется внимание проведению различных расчетов, некоторые из них предусматривает вычисление основных параметров, характеризующих работу.
Потенциальная и кинетическая сила – два довольно распространенных показателя, которые касаются не только пружины, но и многих других тел. Рассмотрим особенности кинетической подробнее.
Понятие энергии
Прежде чем рассматривать особенности пружины следует уделить внимание тому, что с ней происходит при сжатии, растяжении и каким образом она оказывает воздействие на тело, окружающую систему.
Источник: https://stanki-info.com/kak-navit-pruzhinu-na-tokarnom-stanke/
Источник: http://silix-rus.com/kak-navit-pruzhinu-na-tokarnom-stanke/
Как сделать пружину своими руками
Пружину, которая будет долго служить и максимально эффективно выполнять свои задачи, можно изготовить не только на производстве.
Да, там есть возможность полностью соблюсти весь производственный процесс, все его параметры, правильно выбрать характеристики всех технологических процессов (например, температуру закалки).
Однако простую пружину для механизма, который работает в щадящем режиме, можно сделать и своими руками.
Для этого понадобятся следующие материалы:
- непосредственно пружина и проволока подходящего для задуманного агрегата размера;
- газовая горелка;
- слесарный инструмент;
- тиски;
- бытовая или термическая печь.
Источник: http://armatool.ru/navivka-pruziny-na-tokarnom-stanke-sposoby-video/
Что такое коническая пружина?
Структура аксессуара такова, что у основания витки его больше, чем у вершины. При этом размеры и плотность витков могут отличаться. Существуют и такие нестандартные решения, у которых наиболее широкая точка находится в центре, а к краям она сужается.
Еще одно уникальное свойство, которым обладает изделие, — легкость сжатия при достаточно крупных витках. Это обуславливает сферы применения приспособления. Ведь оно дает точную и достаточно широкую возможность регулирования сопротивления при сжатии.
Следующая важная характеристика детали – повышенная устойчивость на боковых изгибах. Она необходима, так как изделия нередко используются в ситуациях, требующих предельного сжатия. При этом гильзы или удерживающие стержни типа шпилек ГОСТ 22034 применять нельзя.
Для размещения заявки свяжитесь с нами по телефону: (383) 284 44 40

Источник: http://armatool.ru/navivka-pruziny-na-tokarnom-stanke-sposoby-video/
Войти
Уже есть аккаунт? Войти в систему.
Войти
-
Последние посетители 0 пользователей онлайн
Ни одного зарегистрированного пользователя не просматривает данную страницу
- Активность
- Главная
- Промзона
- Технологи и технологии
- Навивка пружины на токарном.
Источник: http://chipmaker.ru/topic/118604/
Пружины мне запили! — Community «ГАЗ Волга» on…
Речь пойдет о пружинах, да не простых, а заниженных! Как Мы все любим. И не о бомж- тюнинге речь пойдет, когда женой … Для навивки пружин в холодном состоянии применяют специальные пружинонавивочные станки, а для навивки…
Источник: http://yandex.ru/search/direct?filters_docs=direct_cm%2C6bf1b11fb0933782&lr=213&mw=1&source=direct_wizard&text=%D0%BD%D0%B0%D0%B2%D0%B8%D0%B2%D0%BA%D0%B0+%D0%BF%D1%80%D1%83%D0%B6%D0%B8%D0%BD+%D0%BD%D0%B0+%D1%82%D0%BE%D0%BA%D0%B0%D1%80%D0%BD%D0%BE%D0%BC+%D1%81%D1%82%D0%B0%D0%BD%D0%BA%D0%B5
Металлообрабатывающее оборудование “Плазма Онлайн”.…
Реклама · Закажи расходники для своего источника. Всегда в наличии-только отличное качество · Доставка
Источник: http://yandex.ru/search/direct?filters_docs=direct_cm%2C6bf1b11fb0933782&lr=213&mw=1&source=direct_wizard&text=%D0%BD%D0%B0%D0%B2%D0%B8%D0%B2%D0%BA%D0%B0+%D0%BF%D1%80%D1%83%D0%B6%D0%B8%D0%BD+%D0%BD%D0%B0+%D1%82%D0%BE%D0%BA%D0%B0%D1%80%D0%BD%D0%BE%D0%BC+%D1%81%D1%82%D0%B0%D0%BD%D0%BA%D0%B5
Требования к материалу
Прочностные параметры и отказоустойчивость изделия во многом определяются материалом, из которого его решили сделать. Металлурги выделяют в классификации сталей специальные рессорно-пружинные стали. Они обладают специфической кристаллической структурой, определяемой как химическим составом, так и проводимой термической обработкой изделий. Высоколегированные сплавы повышенной чистоты и высокого металлургического качества обеспечивают высокую упругость и пластичность, способны сохранять свои физико-механические свойства после многократных деформаций.

Сталь 60С2А
Популярность среди конструкторов механизмов приобрели пружинные сплавы 60С2А, 50ХФА и нержавейка 12Х18Н10Т
Источник: http://armatool.ru/navivka-pruziny-na-tokarnom-stanke-sposoby-video/
Токарный станок со склада в Москве. Специальные условия…
Реклама · ЧПУ Fanuc, размеры обработки диам. 240 мм, длина 455 мм, револьвер на 10 поз. (25мм) · Продавец: ООО “Алгоритм точности”. Адрес: Россия, Московская область, Электросталь, улица Маяковского, 6А. ОГРН: 1145053002808
Источник: http://yandex.ru/search/direct?filters_docs=direct_cm%2C6bf1b11fb0933782&lr=213&mw=1&source=direct_wizard&text=%D0%BD%D0%B0%D0%B2%D0%B8%D0%B2%D0%BA%D0%B0+%D0%BF%D1%80%D1%83%D0%B6%D0%B8%D0%BD+%D0%BD%D0%B0+%D1%82%D0%BE%D0%BA%D0%B0%D1%80%D0%BD%D0%BE%D0%BC+%D1%81%D1%82%D0%B0%D0%BD%D0%BA%D0%B5
Поперечные сечения и размеры стального проката для рессор
Прокат полосовой
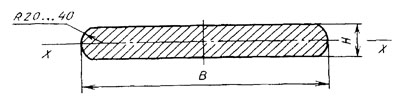
Размеры в мм
| В, мм | Н, мм | Справочные величины для оси Х — Х J x, см4 |
Справочные величины для оси Х — Х W x, см3 |
Масса 1 м профиля, кг |
|---|---|---|---|---|
| 40 | 4,5 | 0,03 | 0,13 | 1,41 |
| 40 | 5,0 | 0,04 | 0,17 | 1,57 |
| 40 | 5,5 | 0,06 | 0,22 | 1,72 |
| 40 | 6,0 | 0,07 | 0,24 | 1,88 |
| 45 | 4,5 | 0,03 | 0,15 | 1,59 |
| 45 | 5,0 | 0,05 | 0,19 | 1,76 |
| 45 | 5,5 | 0,06 | 0,22 | 1,94 |
| 45 | 6,0 | 0,08 | 0,27 | 2,12 |
| 45 | 6,5 | 0,11 | 0,32 | 2,20 |
| 45 | 7,0 | 0,13 | 0,37 | 2,47 |
| 45 | 7,5 | 0,16 | 0,43 | 2,64 |
| 45 | 8,0 | 0,19 | 0,48 | 2,82 |
| 45 | 9,0 | 0,27 | 0,60 | 3,17 |
| 50 | 5,0 | 0,05 | 0,22 | 1,96 |
| 50 | 6,0 | 0,09 | 0,30 | 2,35 |
| 50 | 7,0 | 0,14 | 0,41 | 2,74 |
| 50 | 8,0 | 0,22 | 0,53 | 3,18 |
| 55 | 5,5 | 0,08 | 0,29 | 2,37 |
| 55 | 6,0 | 0,10 | 0,33 | 2,59 |
| 55 | 6,5 | 0,13 | 0,39 | 2,80 |
| 55 | 7,0 | 0,16 | 0,45 | 3,01 |
| 55 | 7,5 | 0,19 | 0,51 | 3,23 |
| 55 | 8,0 | 0,23 | 0,58 | 3,45 |
| 55 | 9,0 | 0,33 | 0,74 | 3,87 |
| 55 | 9,5 | 0,39 | 0,82 | 4,09 |
| 55 | 10,0 | 0,46 | 0,91 | 4,30 |
| 55 | 11,0 | 0,61 | 1,10 | 4,73 |
| 60 | 8,0 | 0,25 | 0,64 | 3,76 |
| 60 | 9,0 | 0,36 | 0,81 | 4,23 |
| 65 | 6,0 | 0,15 | 0,40 | 3,06 |
| 65 | 7,0 | 0,19 | 0,53 | 3,57 |
| 65 | 8,0 | 0,28 | 0,69 | 4,07 |
| 65 | 9,0 | 0,39 | 0,87 | 4,58 |
| 65 | 10,0 | 0,54 | 1,08 | 5,09 |
| 65 | 11,0 | 0,72 | 1,30 | 5,59 |
| 70 | 5,5 | 0,10 | 0,36 | 3,02 |
| 70 | 6,5 | 0,17 | 0,42 | 3,57 |
| 70 | 7,0 | 0,20 | 0,57 | 3,84 |
| 70 | 7,5 | 0,25 | 0,65 | 4,11 |
| 70 | 8,0 | 0,30 | 0,74 | 4,39 |
| 70 | 9,0 | 0,42 | 0,94 | 4,93 |
| 70 | 10,0 | 0,58 | 1,16 | 5,18 |
| 70 | 12,0 | 1,00 | 1,67 | 6,18 |
| 75 | 5,5 | 0,11 | 0,40 | 3,24 |
| 75 | 6,5 | 0,17 | 0,52 | 3,82 |
| 75 | 7,5 | 0,26 | 0,70 | 4,41 |
| 75 | 8,0 | 0,32 | 0,80 | 4,70 |
| 75 | 9,0 | 0,45 | 1,01 | 5,29 |
| 75 | 9,5 | 0,53 | 1,12 | 5,58 |
| 75 | 10,0 | 0,62 | 1,24 | 5,87 |
| 75 | 11,0 | 0,82 | 1,49 | 6,45 |
| 75 | 14,0 | 1,70 | 2,43 | 8,20 |
| 76 | 6,5 | 0,17 | 0,52 | 3,87 |
| 76 | 9,5 | 0,54 | 1,14 | 5,65 |
| 80 | 10,0 | 0,66 | 1,33 | 6,26 |
| 80 | 12,0 | 1,14 | 1,91 | 7,53 |
| 90 | 9,0 | 0,54 | 1,23 | 6,35 |
| 90 | 10,0 | 0,75 | 1,51 | 7,05 |
| 90 | 11,0 | 0,99 | 1,81 | 7,75 |
| 90 | 12,0 | 1,29 | 2,15 | 8,45 |
| 90 | 14,0 | 2,04 | 2,92 | 9,85 |
| 90 | 16,0 | 3,04 | 3,80 | 11,24 |
| 90 | 18,0 | 4,26 | 4,79 | 12,63 |
| 100 | 12,0 | 1,43 | 2,39 | 9,39 |
| 100 | 14,0 | 2,27 | 3,24 | 10,94 |
| 100 | 18,0 | 4,80 | 5,33 | 14,03 |
| 100 | 20,0 | 6,57 | 6,57 | 15,57 |
| 120 | 7,0 | 0,35 | 0,97 | 6,59 |
| 120 | 12,0 | 1,72 | 2,87 | 11,28 |
| 120 | 14,0 | 2,73 | 3,90 | 13,14 |
| 120 | 16,0 | 4,06 | 5,80 | 15,00 |
| 130 | 10,0 | 1,08 | 2,17 | 10,19 |
| 130 | 12,0 | 1,86 | 3,11 | 12,22 |
| 130 | 14,0 | 2,96 | 4,22 | 14,24 |
| 150 | 12,0 | 2,15 | 3,58 | 14,10 |
| 150 | 14,0 | 3,41 | 4,83 | 16,44 |
Прокат трапециевидно-ступенчатый
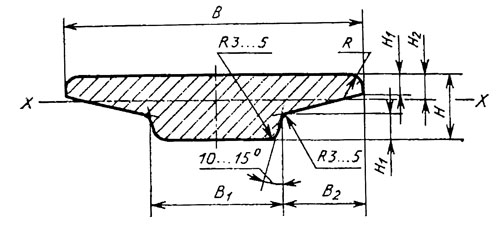
Размеры в мм
| B | B1 | B2 | H | H1 | H2 | R | Справочные величины для оси Х — Х J x, см4 |
Справочные величины для оси Х — Х W x, см3 |
Масса 1 м профиля, кг |
|---|---|---|---|---|---|---|---|---|---|
| 45 | 29 | 8,0 | 6,0 | 2,0 | 2,68 | 2,0 | 0,063 | 0,235 | 1,73 |
| 45 | 29 | 8,0 | 6,5 | 2,1 | 2,91 | 2,2 | 0,081 | 0,278 | 1,87 |
| 45 | 29 | 8,0 | 7,0 | 2,3 | 3,13 | 2,3 | 0,100 | 0,319 | 2,00 |
| 55 | 36 | 9,5 | 6,0 | 2,0 | 2,69 | 2,0 | 0,078 | 0,290 | 2,13 |
| 55 | 36 | 9,5 | 6,5 | 2,1 | 2,92 | 2,2 | 0,100 | 0,342 | 2,31 |
| 55 | 36 | 9,5 | 7,0 | 2,3 | 3,14 | 2,3 | 0,124 | 0,395 | 2,49 |
| 55 | 36 | 9,5 | 8,0 | 2,7 | 3,59 | 2,6 | 0,185 | 0,515 | 2,84 |
| 55 | 36 | 9,5 | 9,0 | 3,0 | 4,05 | 3,0 | 0,264 | 0,652 | 3,19 |
| 65 | 42 | 11,5 | 6,0 | 2,0 | 2,69 | 2,0 | 0,092 | 0,342 | 2,51 |
| 65 | 42 | 11,5 | 6,5 | 2,1 | 2,91 | 2,2 | 0,117 | 0,402 | 2,72 |
| 65 | 42 | 11,5 | 7,0 | 2,3 | 3,13 | 2,3 | 0,146 | 0,466 | 2,92 |
| 65 | 42 | 11,5 | 8,0 | 2,7 | 3,58 | 2,6 | 0,218 | 0,609 | 3,34 |
| 65 | 42 | 11,5 | 9,0 | 3,0 | 4,03 | 3,0 | 0,309 | 0,767 | 3,76 |
| 65 | 42 | 11,5 | 10,0 | 3,3 | 4,47 | 3,3 | 0,424 | 0,949 | 4,17 |
| 65 | 42 | 11,5 | 11,0 | 3,7 | 4,92 | 3,6 | 0,563 | 1,144 | 4,48 |
| 65 | 42 | 11,5 | 12,0 | 4,0 | 5,36 | 4,0 | 0,729 | 1,360 | 4,99 |
| 75 | 49 | 13,0 | 7,0 | 2,3 | 3,14 | 2,3 | 0,170 | 0,541 | 3,39 |
| 75 | 49 | 13,0 | 8,0 | 2,7 | 3,59 | 2,6 | 0,253 | 0,705 | 3,87 |
| 75 | 49 | 13,0 | 9,0 | 3,0 | 4,04 | 3,0 | 0,360 | 0,891 | 4,35 |
| 75 | 49 | 13,0 | 10,0 | 3,3 | 4,49 | 3,3 | 0,493 | 1,098 | 4,84 |
| 75 | 49 | 13,0 | 11,0 | 3,7 | 4,93 | 3,6 | 0,665 | 1,349 | 5,31 |
| 75 | 49 | 13,0 | 12,0 | 4,0 | 5,38 | 4,0 | 0,849 | 1,578 | 5,79 |
| 75 | 49 | 13,0 | 14,0 | 4,7 | 6,27 | 4,6 | 1,343 | 2,142 | 6,75 |
| 90 | 58 | 16,0 | 10,0 | 3,3 | 4,47 | 3,3 | 0,589 | 1,318 | 5,78 |
| 90 | 58 | 16,0 | 11,0 | 3,7 | 4,92 | 3,6 | 0,782 | 1,589 | 6,35 |
| 90 | 58 | 16,0 | 12,0 | 4,0 | 5,36 | 4,0 | 1,014 | 1,892 | 6,92 |
| 90 | 58 | 16,0 | 14,0 | 4,7 | 6,25 | 4,0 | 1,606 | 2,570 | 8,07 |
| 90 | 58 | 16,0 | 16,0 | 5,3 | 7,15 | 5,3 | 2,392 | 3,345 | 9,21 |
| 90 | 58 | 16,0 | 18,0 | 6,0 | 8,03 | 6,0 | 3,395 | 4,228 | 10,35 |
| 90 | 58 | 16,0 | 20,0 | 6,7 | 8,92 | 6,6 | 4,644 | 5,206 | 11,49 |
| 100 | 65 | 17,5 | 11,0 | 3,7 | 4,93 | 3,6 | 0,875 | 1,775 | 7,08 |
| 100 | 65 | 17,5 | 12,0 | 4,0 | 5,38 | 4,0 | 1,134 | 2,108 | 7,72 |
| 100 | 65 | 17,5 | 14,0 | 4,7 | 6,27 | 4,6 | 1,797 | 2,866 | 9,00 |
| 100 | 65 | 17,5 | 16,0 | 5,3 | 7,17 | 5,3 | 2,676 | 3,732 | 10,28 |
| 100 | 65 | 17,5 | 18,0 | 6,0 | 8,06 | 6,0 | 3,800 | 4,715 | 11,56 |
| 100 | 65 | 17,5 | 20,0 | 6,7 | 8,95 | 6,6 | 5,199 | 5,809 | 12,82 |
| 120 | 78 | 21,0 | 16,0 | 5,3 | 7,17 | 5,3 | 3,222 | 4,493 | 12,35 |
| 120 | 78 | 21,0 | 18,0 | 6,0 | 8,06 | 6,0 | 4,577 | 5,679 | 13,88 |
| 120 | 78 | 21,0 | 20,0 | 6,7 | 8,95 | 6,6 | 6,265 | 7,000 | 15,41 |
Прокат Т — образный
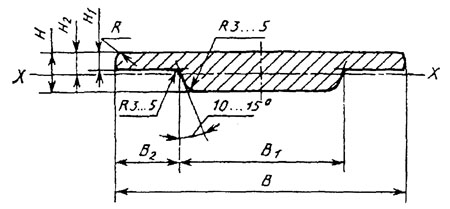
Размеры в мм
| B | B1 | B2 | H | H1 | H2 | R | Справочные величины для оси Х — Х J x, см4 |
Справочные величины для оси Х — Х W x, см3 |
Масса 1 м профиля, кг |
|---|---|---|---|---|---|---|---|---|---|
| 65 | 40 | 12,5 | 9,0 | 3,6 | 3,92 | 4,5 | 0,293 | 0,747 | 3,47 |
| 65 | 40 | 12,5 | 10,0 | 4,0 | 4,35 | 5,0 | 0,400 | 0,920 | 3,85 |
| 65 | 40 | 12,5 | 11,0 | 4,4 | 4,77 | 5,5 | 0,529 | 1,109 | 4,23 |
| 65 | 40 | 12,5 | 12,0 | 4,8 | 5,20 | 6,0 | 0,684 | 1,315 | 4,60 |
| 75 | 55 | 10,0 | 9,0 | 3,6 | 4,13 | 4,5 | 0,376 | 0,910 | 4,39 |
| 75 | 55 | 10,0 | 10,0 | 4,0 | 4,58 | 5,0 | 0,514 | 1,122 | 4,87 |
| 75 | 55 | 10,0 | 11,0 | 4,4 | 5,03 | 5,5 | 0,682 | 1,356 | 5,35 |
| 75 | 55 | 10,0 | 12,0 | 4,8 | 5,49 | 6,0 | 0,882 | 1,607 | 5,82 |
| 75 | 55 | 10,0 | 14,0 | 5,6 | 6,39 | 7,0 | 1,391 | 2,177 | 6,77 |
| 90 | 63 | 13,5 | 10,0 | 4,0 | 4,53 | 5,0 | 0,604 | 1,333 | 5,72 |
| 90 | 63 | 13,5 | 11,0 | 4,4 | 4,98 | 5,5 | 0,802 | 1,610 | 6,28 |
| 90 | 63 | 13,5 | 12,0 | 4,8 | 5,42 | 6,0 | 1,038 | 1,915 | 6,84 |
| 90 | 63 | 13,5 | 14,0 | 5,6 | 6,32 | 7,0 | 1,638 | 2,592 | 7,96 |
| 90 | 63 | 13,5 | 16,0 | 6,4 | 7,21 | 8,0 | 2,430 | 3,370 | 9,07 |
| 90 | 63 | 13,5 | 18,0 | 7,2 | 8,10 | 9,0 | 3,439 | 4,246 | 10,18 |
| 90 | 63 | 13,5 | 20,0 | 8,0 | 8,98 | 10,0 | 4,688 | 5,220 | 11,28 |
| 100 | 70 | 15,0 | 11,0 | 4,4 | 4,98 | 5,5 | 0,894 | 1,795 | 6,99 |
| 100 | 70 | 15,0 | 12,0 | 4,8 | 5,43 | 6,0 | 1,157 | 2,131 | 7,61 |
| 100 | 70 | 15,0 | 14,0 | 5,6 | 6,32 | 7,0 | 1,828 | 2,892 | 8,86 |
| 100 | 70 | 15,0 | 16,0 | 6,4 | 7,22 | 8,0 | 2,714 | 3,759 | 10,10 |
| 100 | 70 | 15,0 | 18,0 | 7,2 | 8,11 | 9,0 | 3,843 | 4,739 | 11,34 |
| 100 | 70 | 15,0 | 20,0 | 8,0 | 9,00 | 10,0 | 5,242 | 5,824 | 12,57 |
| 120 | 84 | 18,0 | 16,0 | 6,4 | 7,23 | 8,0 | 3,280 | 4,537 | 12,16 |
| 120 | 84 | 18,0 | 18,0 | 7,2 | 8,12 | 9,0 | 4,650 | 5,727 | 13,66 |
Прокат трапециевидный
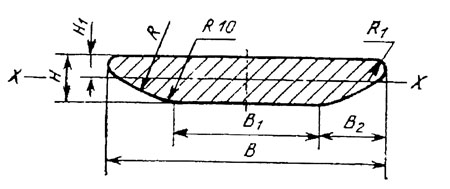
Размеры в мм
| B | B1 | B2 | H | H1 | R1 | R | Справочные величины для оси Х — Х J x, см4 |
Справочные величины для оси Х — Х W x, см3 |
Масса 1 м профиля, кг |
|---|---|---|---|---|---|---|---|---|---|
| 45 | 25 | 10,0 | 6,0 | 2,79 | 1,00 | 50 | 0,068 | 0,244 | 1,86 |
| 45 | 25 | 10,0 | 6,5 | 3,02 | 1,00 | 50 | 0,086 | 0,285 | 2,02 |
| 45 | 25 | 10,0 | 7,0 | 3,31 | 1,15 | 50 | 0,108 | 0,326 | 2,18 |
| 55 | 30 | 12,5 | 6,0 | 2,79 | 1,00 | 100 | 0,081 | 0,290 | 2,23 |
| 55 | 30 | 12,5 | 6,5 | 3,01 | 1,00 | 100 | 0,103 | 0,342 | 2,41 |
| 55 | 30 | 12,5 | 7,0 | 3,19 | 1,15 | 100 | 0,129 | 0,404 | 2,61 |
| 55 | 30 | 12,5 | 8,0 | 3,71 | 1,35 | 100 | 0,193 | 0,520 | 3,00 |
| 55 | 30 | 12,5 | 9,0 | 4,19 | 1,50 | 100 | 0,277 | 0,661 | 3,38 |
| 63 | 35 | 14,0 | 12,0 | 5,00 | 2,00 | 100 | 0,721 | 1,331 | 5,06 |
| 65 | 35 | 15,0 | 6,0 | 2,68 | 1,00 | 100 | 0,095 | 0,354 | 2,63 |
| 65 | 35 | 15,0 | 7,0 | 3,25 | 1,15 | 100 | 0,150 | 0,462 | 3,06 |
| 65 | 35 | 15,0 | 8,0 | 3,70 | 1,35 | 100 | 0,225 | 0,608 | 3,57 |
| 65 | 35 | 15,0 | 9,0 | 4,11 | 1,50 | 100 | 0,321 | 0,781 | 3,94 |
| 65 | 35 | 15,0 | 10,0 | 4,60 | 1,65 | 100 | 0,442 | 0,961 | 4,39 |
| 65 | 35 | 15,0 | 11,0 | 5,10 | 1,85 | 100 | 0,590 | 1,157 | 4,84 |
Прокат желобчатый
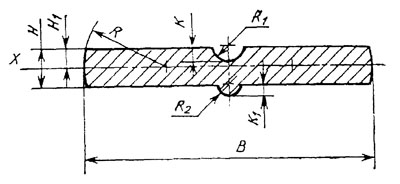
Размеры в мм
| B | H | H1 | Справочные величины для оси Х — Х J x, см4 |
Справочные величины для оси Х — Х W x, см3 |
Масса 1 м профиля, кг |
|---|---|---|---|---|---|
| 63 | 10 | 5,41 | 0,58 | 0,69 | 4,84 |
| 63 | 13 | 6,92 | 1,21 | 1,23 | 6,32 |
| 76 | 7 | 3,69* | 0,23 | 0,38 | 4,09 |
| 76 | 10 | 5,20 | 0,65 | 0,86 | 5,88 |
| 76 | 11 | 5,70 | 0,86 | 1,06 | 6,48 |
| 76 | 13 | 6,85 | 1,45 | 1,46 | 7,65 |
| 89 | 10 | 5,29 | 0,80 | 0,94 | 6,88 |
| 89 | 13 | 6,80 | 1,69 | 1,70 | 8,98 |
| 100 | 13 | 6,76 | 1,89 | 1,89 | 10,10 |
| 110 | 13 | 6,74 | 2,08 | 2,07 | 11,12 |
| 120 | 12 | 6,22 | 1,79 | 1,88 | 11,20 |
| 120 | 13 | 6,72 | 2,26 | 2,25 | 12,14 |
| 120 | 16 | 8,22 | 4,16 | 3,61 | 15,00 |
R1 = 5 мм; R от 20 до 40 мм; K1 = R2 = 3,75 мм; К = 4,5 мм
* R1 = 4 мм; К = 3,5 мм; R2 = К1 = 2,75 мм
Источник: http://razvitie-pu.ru/?page_id=4630