✅ ПАРАМЕТРЫ РЕЖИМА Мощность пламени Вид пламени Диаметр присадочной проволоки ВЫБОР ТЕПЛОВОЙ МОШНОСГП ПЛАМЕНИ Мощность пламени выбирают в зависимости от толщины свариваемого металла и его теплофизических свойств и регулируют подбором наконечника горелки Номер наконечника горелки 000 00 0 1 2 3 4 5 6 7 8 9 Толщина свариваемой низкоуглеродистой стали, мм 0,05-0,1 0,1-0,25
Подготовка сварных кромок для газовой сварки
Подготовка сварных кромок включает в себя их очистку от масляных плёнок, лакокрасочных покрытий, от окалины, от грязи и пыли, ржавчины, а также разделку под сварку и их прихватку короткими швами.
Очистка сварных кромок под газовую сварку
Под газовую сварку выполняют не только очистку самих сварных кромок, но и участков в непосредственной близости от них. Ширина очищаемой зоны составляет 20-30мм с каждой стороны соединения.
Для очистки хорошо подходит пламя сварочной горелки. При нагревании горелкой, окалина отходит от металла, а лакокрасочные покрытия и масло сгорают. После этого поверхность сварных кромок и близлежащих участков тщательно зачищают при помощи металлических щёток или наждачной бумаги. Зачистку производят до появления металлического блеска на свариваемых поверхностях. Часто, для очистки, свариваемые детали подвергают дробеструйной или пескоструйной обработке.
В случае, когда невозможно удалить загрязнения при помощи щёток (например, при сварке алюминия удаление оксидных плёнок затруднено), сварные кромки и участки возле них очищают при помощи специальных паст на кислотной основе или протравливают в кислоте. После протравки необходимо промыть и высушить кромки.
Разделка кромок под газовую сварку
Сварные кромки разделывают, в зависимости от вида сварного соединения. Вид сварного соединения определяется взаимным расположением соединяемых деталей. Для газовой сварки наиболее характерны стыковые сварные соединения.

Металлы малой толщины (до 2мм) сваривают в стык с отбортовкой кромок и без применения присадочного материала (схема а) на рисунке) или без отбортовки кромок и без зазора (схема б) на рисунке), в таком случае применяют присадочный материал.
Металл, толщиной от 2мм до 5мм сваривают в стык, не разделывая кромки, но оставляя зазор между ними (схема в) на рисунке). При толщине сварного металла более 5мм, применяют V-образную, или X-образную разделку (схема г) на рисунке). Суммарный угол раскрытия кромок должен составлять 70-90° для обеспечения хорошего провара корня сварного шва.
При газовой сварке металлов малой толщины, часто применяются угловые соединения (схема д) на рисунке). Технология газовой сварки таких соединений предусматривает сварку без использования присадочной проволоки. Формирование сварного шва происходит за счёт расплавления свариваемых кромок.
Нахлёсточные сварные соединения и тавровые (схемы е) и д), соответственно на рисунке) применяют только в тех случаях, когда толщина свариваемого металла менее 3мм. При сварке металла большой толщины, в результате неравномерного местного нагрева возникают деформации и напряжения при сварке, которые могут стать причиной образования горячих трещин или холодных трещин при сварке в металле шва и в зоне термического влияния.
Разделку кромок в свариваемых деталях можно выполнять вручную, пневматическим зубилом, на фрезерных станках, или же на специальных кромкострогальных станках. Но экономически целесообразным способом является кислородная резка (ручная или механизированная). При этом окалину и шлак после резки необходимо зачистить до металлического блеска.
Прихватка кромок свариваемых деталей перед газовой сваркой
Технология газовой сварки предусматривает прихватку деталей перед сваркой для того, чтобы в процессе сварки металла не допустить изменении положения деталей или появления зазоров между ними.
Длина прихваток и расстояние между ними определяются толщиной металла, формой и протяжённостью сварного шва. При сваривании деталей небольшой толщины и при небольшой длине сварного шва, прихватки выполняют длиной 5-7мм на расстоянии 70-100мм друг от друга.
В случае сваривания металла большой толщины и при больших длинах сварных швов, длина прихваток составляет 20-30мм, а рекомендуемое расстояние между прихватками составляет 300-500мм.
содержание .. 31 32 37 ..
Техника газовой сварки
Способы газовой сварки
Различают два способа газовой сварки (рис. 92):
левую сварку, при которой горелку перемещают справа налево и держат позади присадочной проволоки. При этом сварочное пламя ориентировано на еще не сваренный шов. Этот способ не позволяет в достаточной степени защитить металл от окисления, сопровождается частичной потерей тепла и дает низкую производительность сварки; правую сварку, при которой горелку перемещают слева направо и держат впереди присадочной проволоки. В этом случае пламя ориентировано на законченный шов и конец присадочной проволоки. Такой способ дает возможность направить на расплавление металла сварочной ванны большее количество теплоты, а колебательные поперечные движения мундштука и проволоки осуществляются реже, чем при левом способе. Кроме того, конец присадочной проволоки оказывается постоянно погруженным в сварочную ванну, поэтому им можно перемешивать ее, что способствует переходу окислов в шлак. Правый способ обычно применяют, если толщина свариваемого металла превышает 5 мм, тем более что при этом сварочное пламя по бокам ограничено кромками изделия, а сзади – валиком наплавленного металла. Благодаря этому потери теплоты снижаются, и она используется более эффективно. Левый способ имеет свои преимущества, поскольку, во-первых, шов все время находится в поле зрения сварщика и он может регулировать его высоту и ширину, что имеет особое значение при сварке тонколистового металла; во-вторых, при сварке пламя может растекаться по поверхности металла, снижая риск пережога. При выборе того или иного способа сварки нужно руководствоваться и пространственным положением сварного шва: при выполнении нижнего шва следует учитывать толщину металла. Его можно накладывать и правым, и левым способом. Данный шов наиболее легкий, поскольку сварщик может наблюдать за процессом. Кроме того, жидкий присадочный материал стекает в кратер и не выливается из сварочной ванны; для горизонтального шва предпочтителен правый способ. Чтобы не допустить вытекания жидкого металла, стенки сварочной ванны делают с некоторым перекосом; для вертикального шва на подъем – и левый, и правый, а для вертикального шва на спуск – только правый способ; потолочный шов легче накладывать правым способом, поскольку поток пламени направлен на шов и не дает жидкому металлу вытечь из сварочной ванны. Способом, гарантирующим высокое качества сварного шва, является сварка ванночками (рис. 93).
Рис. 92. Способы газовой сварки (стрелкой указано направление сварки): а – левый; б – правый; 1 – присадочная проволока; 2 – сварочная горелка
Рис. 93. Сварка ванночками: 1 –
направление сварки; 2 – траектория движения присадочной проволоки; 3 – траектория движения мундштука
Данный метод применяют для сварки тонколистового металла и труб из низкоуглеродистых и низколегированных сталей облегченными швами. Им можно воспользоваться и при сварке стыковых и угловых соединений при толщине металла до 3 мм. Процесс сварки ванночками протекает следующим образом: Расплавив металл диаметром 4–5 мм, сварщик помещает в него конец присадочной проволоки. Когда ее конец расплавится, он вводит его в восстановительную зону пламени. Одновременно с этим сварщик, чуть сместив мундштук, совершает им круговые движения, чтобы образовать очередную ванночку, которая должна несколько (примерно на треть диаметра) перекрывать предыдущую. При этом проволоку надо продолжать держать в восстановительной зоне, чтобы не допустить ее окисления. Ядро пламени нельзя погружать в сварочную ванну, иначе произойдет науглероживание металла шва. При газовой сварке швы бывают одно– или многослойными. Если толщина металла составляет 8-10 мм, швы наваривают в два слоя, при толщине более 10 мм – три слоя и более, причем каждый предыдущий шов предварительно очищают от шлака и окалины. Многопроходные швы при газовой сварке не практикуют, поскольку наложить узкие валики очень тяжело. При газовой сварке возникают внутренние напряжения и деформации, поскольку участок нагрева оказывается более обширным, чем, например, при дуговой сварке. Для уменьшения деформаций необходимо принимать соответствующие меры. Для этого рекомендуют: равномерно нагревать изделие; подбирать адекватный режим сварки; равномерно распределять наплавленный металл по поверхности; придерживаться определенного порядка наложения швов; не увлекаться выполнением прихваток. Для борьбы с деформациями применяют разные способы: При выполнении стыковых соединений сварной шов накладывают обратноступенчатым или комбинированным способом, разделив его на участки длиной 100–250 мм (рис. 94). Поскольку теплота равномерно распределяется по поверхности шва, основной металл практически не подвержен короблению.
Уменьшению деформаций способствует их уравновешивание, когда последующий шов вызывает деформации, обратные тем, которые вызвал предыдущий шов. Находит применение и способ обратных деформаций, когда перед сваркой детали укладывают так, чтобы после нее в результате действия деформаций они заняли нужное положение. Бороться с деформациями помогает и предварительный нагрев соединяемых изделий, в результате чего достигается меньшая разность температур между сварочной ванной и изделием. Этот способ хорошо работает при ремонте чугунных, бронзовых и алюминиевых изделий, а также в том случае, если они изготовлены из высокоуглеродистых и легированных сталей. В ряде случаев прибегают к проковке сварного шва (в холодном или горячем состоянии), что улучшает механические характеристики шва и снижает усадку. Термическая обработка – еще один способ устранения развившихся напряжений. Она бывает предварительной, проводится одновременно со сваркой или ей подвергают уже готовое изделие. Режим термической обработки определяют форма деталей, свойства свариваемых металлов, условия и пр.
Рис. 94. Последовательность наложения шва при сварке стыковых соединений: а – от кромки; б – от середины шва
содержание .. 31 32 37 ..
Источник: http://xn--b1ac1aqnee.xn--p1ai/oborudovanie/osnovnye-parametry-rezhima-gazovoj-svarki.html
ПАРАМЕТРЫ РЕЖИМА
- Мощность пламени
- Вид пламени
- Диаметр присадочной проволоки
Источник: http://weldering.com/rezhimy-gazovoy-svarki
Метод сварки MIG/MAG газовых труб
При сварке газовых труб по технологии Metal Inert/Active Gas соединение выполняется в защитной газовой среде. Так работают с заготовками из углеродистых сталей. В свариваемую зону подается присадочная проволока, плавящаяся под воздействием электрической дуги.

Благодаря защитной газовой среде обрабатываемый металл не окисляется. В инверторных полуавтоматических аппаратах присадочная проволока используется в качестве электрода. Для регулировки подачи газа используется редуктор или расходомерное устройство.
Сварку газовых труб выполняют следующими способами:
- ручным, при котором сварщик сам подает присадочную проволоку в сварочную зону (наиболее простой и дешевый способ);
- полуавтоматическим, при котором для подачи присадки используется пистолет, скорость подачи можно регулировать (чтобы работать с инверторным оборудованием, нужен определенный опыт, умение контролировать получаемый сварочный шов);
- автоматическим, в этом случае присадочная проволока подается с одинаковой скоростью (наиболее дорогостоящий способ).
Защитная среда формируется за счет углекислого газа со средним расходом 15 л/час при работе с тонкостенными трубами. Выбор присадок зависит от материала, из которого изготовлены газовые трубопроводы.
Источник: http://vt-metall.ru/articles/574-svarka-gazovyx-trub
Газовая сварка для соединения труб: основные принципы, необходимые материалы и особенности технологии
Для соединения металлических труб небольшого диаметра (до 100-150 мм) при монтаже чаще всего используют газовую сварку.
Источник: http://pipe-s.ru/rezhimy-gazovoy-svarki-trub/
Технология сварки труб

Под трубопроводом подразумевается инженерная коммуникация, при которой подача рабочего вещества осуществляется через трубы (вода, газ, нефть и т.д.). Чтобы обеспечить качественную подачу, необходимо не только правильно его проложить, но и время от времени проводить ремонтные и профилактические работы. Здесь как раз не обойтись без стыковки элементов между собой. Рассмотрим, что такое сварка труб, как сваривать трубы электросваркой, какие техники необходимо применить на практике для создания герметичного трубопровода.
Источник: http://master-pmg.ru/montazh-i-remont/svarka-trub-bolshogo-diametra.html
4. Особенности сварки труб
Газовую сварку достаточно широко применяют при монтаже труб небольшого диаметра (до 100 … 150 мм), при изготовлении угольников, тройников, отводов и других конструктивных элементов трубопроводов. Трубы сваривают стыковыми швами с допустимой выпуклостью шва (1 … 3 мм) в зависимости от толщины стенки.
В случае сварки труб с толщиной стенки s ≤ 3 мм скоса кромок не делают. Стык собирают с зазором до 0,5s. При сварке труб с s > 3 мм выполняют скос кромок под углом 35 … 45°. Острую часть кромок притупляют, чтобы они не оплавлялись при сварке и расплавленный металл не протекал внутрь трубы. В отдельных случаях в зависимости от назначения трубопроводов используют и другие, более сложные способы стыковки труб: без скоса кромок с подкладным кольцом; с раструбом и вставным кольцом; с разделкой кромок и внутренней выточкой в трубах для более точного их центрирования и др. При сварке указанных трубопроводов запрещается применять остающиеся подкладные кольца.
Для соединения труб применяют как левый, так и правый способ сварки. Перед сваркой трубы выравнивают, чтобы их оси совпадали, затем прихватывают в нескольких местах по окружности и приступают к сварке. Для центрирования труб во время сварки используют различные приспособления, одно из которых показано на рис. 3.
Если трубу можно поворачивать, то сварку лучше вести в нижнем положении (рис. 4).
Неповоротный стык сваривают последовательно нижним, вертикальным и потолочным швами. Этот случай является наиболее трудным для сварщиков, так как требует умения выполнять швы с различным положением в пространстве.
В неповоротных стыках труб диаметром до 150 мм (рис. 5) сначала сваривают нижнюю половину (участок 1), затем в обратном направлении — верхнюю (участок 2). Начало и конец верхнего шва сваривают с перекрытием в зонах А и Б. При сварке труб диаметром до 300 мм и более (рис. 6) сварку начинают с
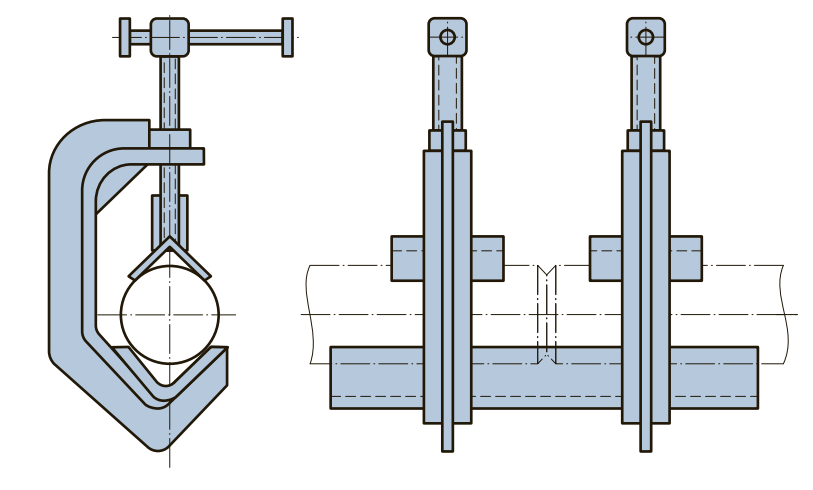
Рис. 3. Струбцинный центратор для труб диаметром 60 … 100 мм
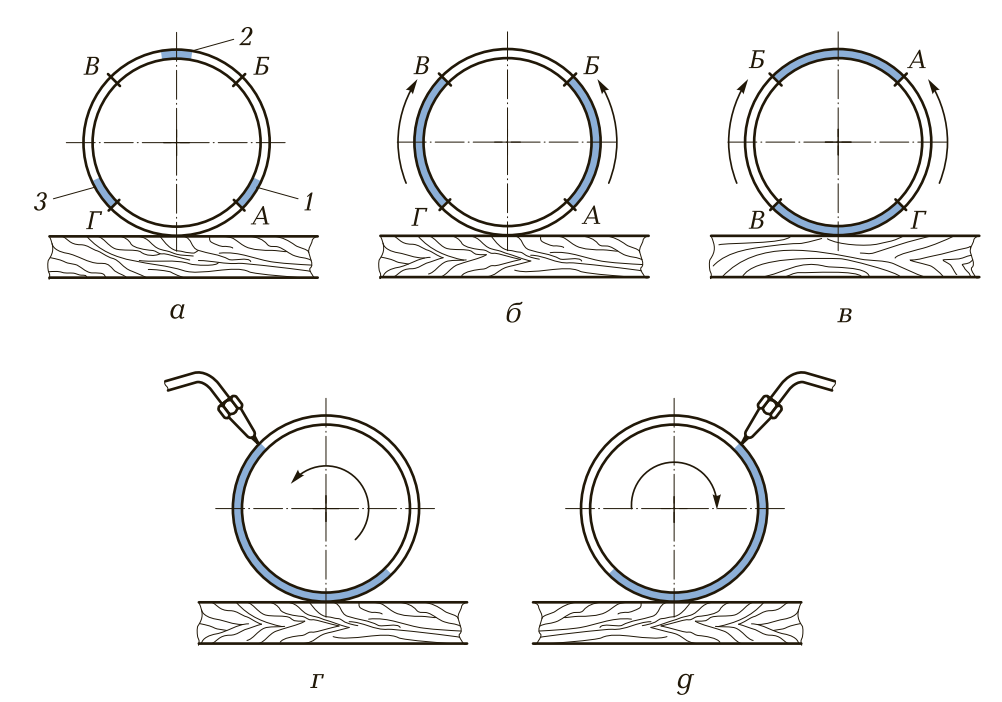
Рис. 4. Последовательность сварки стыков труб с поворотом: а — места размещения прихваток (1 — 3) и участков шва (А — Г ); б — выполнение первого слоя на участках АБ и ГВ; в — поворот стыка и выполнение первого слоя шва на участках ГA и ВБ; г, д — выполнение второго и третьего слоя шва соответственно какой-либо точки окружности и выполняют четырьмя участками (1 — 4).
При сварке промышленных и бытовых газопроводов с давлением газа до 1,2 МПа трубы предварительно сваривают в производственных условиях в секции, длину которых выбирают исходя из возможности транспортирования. Секции труб очищают и грунтуют противокоррозионной изоляцией, после чего проводят подготовительные работы. На сварочную проволоку должен быть сертификат.
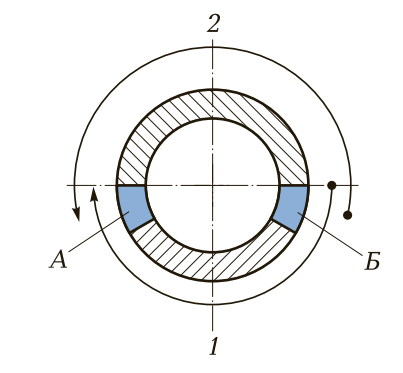
Рис. 5. Последовательность сварки неповоротного стыка труб диаметром до 150 мм
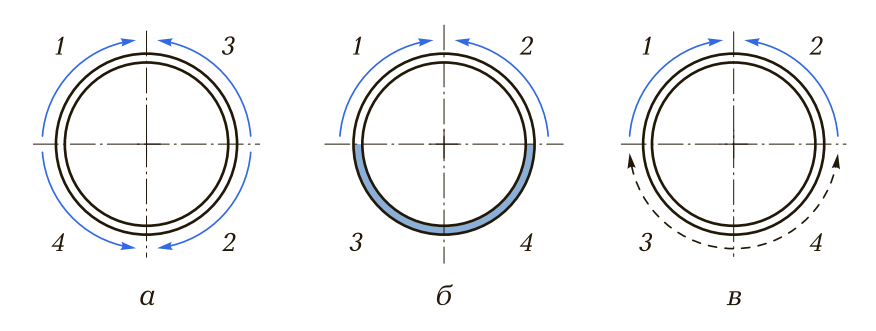
Рис. 6. Последовательность сварки труб большого диаметра: а — диаметром 200 … 300 мм; б — диаметром 500 … 600 мм; в — без поворота труб
При отсутствии сертификата сваривают шесть специальных образцов для последующих испытаний по определенной методике (по три образца для испытаний на разрыв и на угол загиба).
После окончания подготовительных работ поверхность кромок и прилегающие к ним наружную и внутреннюю поверхности труб зачищают до металлического блеска на ширину не менее 10 мм по окружности. Сборку и сварку торцов труб с продольным швом следует проводить со смещением продольных швов на 50 мм по окружности по отношению к шву предыдущей трубы.
Поверхность наплавленного металла по всей окружности должна быть слегка выпуклой, с плавным переходом к основному металлу, без подрезов и незаваренных мест. Допускается высота выпуклости шва 1 … 3 мм, но не более 40 % толщины стенки трубы. Ширина шва не должна превышать толщину стенки трубы более чем в 2,5 раза. Не допускаются наплывы и грубая чешуйчатость. Стыки, не удовлетворяющие по внешнему виду перечисленным требованиям, бракуются или подлежат исправлению. Не допускается исправление стыков методом повторного наложения шва.
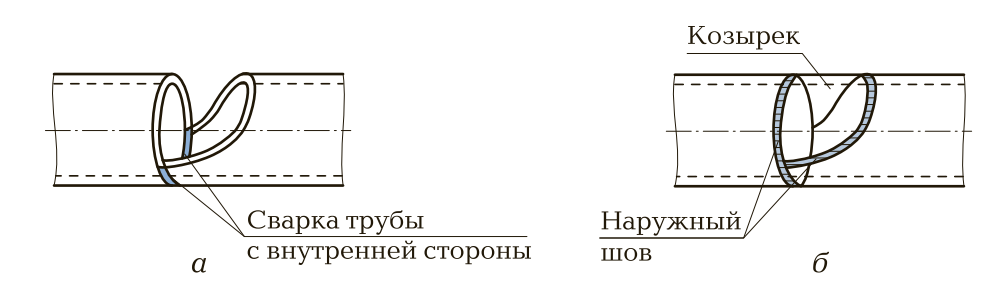
Рис. 7. Последовательность сварки стыков труб с козырьком: а, б — первый и второй этапы
При отсутствии возможности приблизиться с горелкой к объекту (например, при сварке труб для горячей или холодной воды, расположенных в помещениях вблизи стен) применяют газовую сварку с козырьком (рис. 7). Подготовка стыка под сварку требует определенных профессиональных навыков.
Источник: http://extxe.com/9956/tehnologija-gazovoj-svarki-stali/
Достоинства и недостатки
Сварка ацетиленом применяется в производстве различного оборудования вот уже порядка ста лет. И надо отметить, что эта технология актуальна, до сих пор несмотря на то, существует множество оборудования для выполнения электрической сварки, в том числе и с применением защитных газов.
Технология газовой сварки обладает рядом преимуществ:
- для выполнения сварки нет необходимости применять сварочные аппараты;
- доступность газовой смеси, ее можно приобрести в специализированных организациях;
- при выполнении сварки газом нет необходимости в источнике энергии и наличия защитной среды, пламя с успехом выполняет эту функцию;
- возможность регулировки расхода газа и соответственно температуры пламени.
- отсутствие сильного разбрызгивания металла;
- отсутствие УФ-излучения – работу выполняют в специальных очках газосварщика.
Между тем, газовая сварка обладает и рядом серьезных недостатков:
- низкая скорость нагрева свариваемых металлов;
- тепло от газовой горелки, в отличие от электродуговой имеет широкое рассеивание по поверхности свариваемых деталей и обладает низкой концентрацией в одной точке.
( 2 оценки, среднее 4.5 из 5 )
Источник: http://xn--b1ac1aqnee.xn--p1ai/oborudovanie/osnovnye-parametry-rezhima-gazovoj-svarki.html
Сварка полиэтиленовых газовых труб встык
Для сварки полиэтиленовых газовых труб используют аппараты с ЧПУ, механическое или гидравлическое оборудование. Параметры сварных работ (температура, время нагрева и пр.) выбирается в соответствии с прилагаемыми к аппаратуре таблицами и зависит от толщины стенок и диаметра заготовки.

Стыковая сварка газовых труб из полиэтилена выполняется в несколько этапов:
- заготовки помещают в сварочный аппарат;
- между ними устанавливают горячую плиту;
- торцы труб с усилием прижимают к плите;
- за счет воздействия горячей плиты полиэтилен, из которого изготовлены трубы, начинает плавиться;
- давление на трубы уменьшают, а их торцы нагревают;
- плиту убирают;
- заготовки соединяют под небольшим давлением.
После того как трубопровод остынет, его можно использовать. В результате образуется качественный шов, выдерживающий давление до 4,5 МПа.
Источник: http://vt-metall.ru/articles/574-svarka-gazovyx-trub
Техника безопасности при сварке газовых труб
Самостоятельно переносить газовые трубы в квартирах запрещено, для этого необходимо обратиться в газовую службу.

Во время сварочных работ металл окисляется, пары окисления остаются в воздухе. Неправильное обращение с ацетиленом и горелкой может вызвать взрыв. Также могут воспламениться клапаны кислородных редукторов, если, например, резко открыть баллон. Опасность представляет взрыв находящегося под давлением кислородного баллона.
Читайте также: Преимущества аргонной сварки при работе с цветными металлами
Видимые и инфракрасные лучи, вырабатываемые в процессе газовой сварки, оказывают вредное воздействие на зрение. Работы нельзя выполнять рядом с легковоспламеняющимися и огнеопасными материалами. Сваривать трубопроводы можно только в хорошо проветриваемом помещении.
До подачи газа проверяется герметичность всех соединений. Чтобы работы были безопасными, а результат – качественным, следует обращаться к специалистам.
Источник: http://vt-metall.ru/articles/574-svarka-gazovyx-trub
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Источник: http://vt-metall.ru/articles/574-svarka-gazovyx-trub